
At spring trade shows in Las Vegas and Munich, HP introduced their new HP Stitch line of wide-format and grand-format inkjet dye-sublimation printers.
The new HP Stitch S series of digital textile printers includes the 64-inch HP Stitch S300, the 64-inch HP Stitch S400, and the 126-inch HP Stitch S1000. The printers are built for easy maintenance and fast, precise color-matching, made possible by a built-in color-measuring device called a spectrophotometer.

About Dye-Sublimation
Inkjet dye-sublimation has become a wildly popular process for printing fabrics for trade-show banners, backlit signs, stage backdrops, sportswear, and fashions. Because the ink colors are fused into the molecules of different types of polyester textiles, the printed fabrics retain their soft feel, vivid colors, and draping characteristics. (In other words, the fabrics don’t “feel” printed.)
Unlike existing wide-format dye-sublimation printers that use piezo printheads, the HP Stitch printers uses thermal printheads heat to eject tiny droplets of ink onto a transfer paper. The printed transfer paper is then fed through a heat press, which uses carefully controlled amounts of heat and pressure to transfer the colors from printed paper to a wide range of dye-sub-compatible polyester fabrics from companies such as Fisher Textiles, Berger Textiles, and Top Value Fabrics.
Even though HP isn’t the first company to introduce wide-format and grand-format dye-sublimation printers, the market for digitally printed textiles is growing quickly.
“Décor and fashion application trends, on demand production and personalization are boosting digital print growth,” says Santi Morera, Head of Graphics Solutions Business at HP. “The digitally printed textiles market is experiencing double-digit annual growth, forecast to reach $5.5 billion by 2023, according to Smithers Pira. We look forward to more digital print transformations being realized with the arrival of the new HP Stitch S series.”
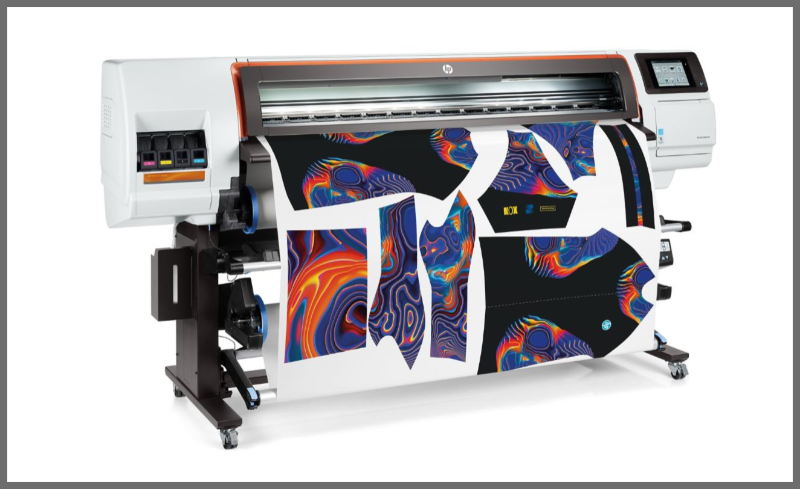
The HP Stitch S300 Printer was designed for newcomers to dye-sublimation printing who will be using it to create short runs of fabrics for soft signage, interior decor, or prototypes of fashion or sportswear designs.
The S300 uses one set of 775-mil cartridges of cyan, yellow, magenta, and black HP Dye-Sublimation Ink cartridges.
Unlike dye-sublimation printers that use piezo inkjet printheads, you don’t have to call a service technician to replace a faulty printhead on HP Stitch printers. Because a printer operator can easily replace the thermal inkjet printheads as needed, users will experience less downtime and lower service costs.
“Our experience with HP Stitch S300 has been much easier and faster than other dye sub printers we’ve previously used,” says Teunis Roos of the Color Concepts independent profiling and testing lab for the digital wide-format printing industry. “Most printers require manual action in terms of head maintenance and alignment, but the HP Stitch S300 is more proactive and automated when it comes to performance.”
The HP Stitch S500 Printer for high production sites enables predictable dye sublimation color and less media waste. The symmetrical 2xCMYK printhead configuration and Optical Media Advance Sensor allow you to achieve saturated colors even in the fastest print mode. Inks are available in either 775-mil cartridges or 3-liter cartridges for lower ink costs and unattended print jobs.
The HP Stitch S500 also can hold larger rolls and is equipped for a Tension-Sensing Winder that reduces the risk of errors during overnight operations. The Stitch S500 includes HP Services and cloud-management tools.

With HP SmartColor tools, you can distribute print jobs across a fleet of printers and get consistent color from printer to printer.
The front-loading printer is designed to save floor space and the HP Smart Nozzle Compensation system Help avoid reprints and media waste with 1200 native dpi printheads and HP Smart Nozzle Compensation system, saving up to 50 percent floor space with frontal media loading and a spindle-less system.
The HP Stitch S1000 Superwide Printer is designed for shops that require high levels of productivity when printing textiles for sportswear, fast fashion, backlit and frontlit signage, curtains, and upholstered chairs and sofas.
Designed for simplified operation, high uptime, and unattended printing, the 126-inch printer enables high-production shops to handle short deadlines and seasonal peaks. The HP Stitch S1000 can achieve production speeds up to 2,370 sq. ft./hr.
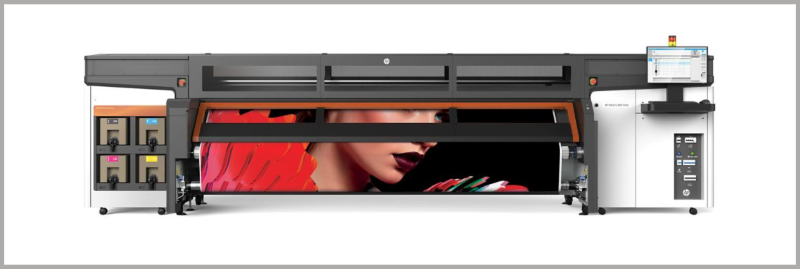
The printer delivers continuous high-quality prints on both transfer paper and fabric. Fully automatic maintenance ensures optimal image quality without user intervention. The HP Drop & Dry print zone dryer helps ensure sharp prints even when printing high-density jobs direct to fabric.
The printer holds 10-liter ink supplies and rolls up to 600 lbs. so jobs can run overnight when necessary.
The HP Stitch S1000 includes a built-in spectrophotometer and HP SmartColor tools that make it possible to achieve consistent colors even when jobs are printed on a fleet of HP Stitch printers.
New HP Dye Sublimation Paper
HP has also launched a set of new dye sublimation papers for the new HP Stitch S Printer series. These papers are designed and tested as a system with HP dye sublimation inks and the HP Stitch S Printer series to achieve excellent image quality and color consistency.
The HP Stitch S300 and S500 printers and HP dye-sublimation paper were showcased at the 2019 ISA Sign Expo in April. The HP Stitch S1000 Printer made its debut at the FESPA Global Print Show on May 13.
Why Digital Textile Printing Is Growing
HP sees plenty of room for growth in the printed textiles market. For one thing, in a world of 7.8 billion citizens, everyone is surrounded with textiles from birth. Of course, only a small fraction of the portion of textiles are printed. Only 10% of the $308 billion worth of printed textiles are printed digitally. But this percentage is accelerating because the growth of e-commerce and digital marketing are transforming how fashions, apparel, and home goods are sold.

Not long ago, only big brands and retailers could afford to create and sell apparel. Before digital printing and e-commerce, it took about 100 days for mass-produced garments to go from the design stage to the selling floor of the brick-and-mortar retailers. Designers and buyers had no way of knowing how many copies of a specific design consumers would buy. So unsold excess merchandise was either sold at clearance prices or destroyed. And the manufacturer of the goods didn’t receive payment until the products were sold.
With digital printing and e-commerce technologies, garments don’t have to be printed, sewn, and delivered until the customers has actually ordered and paid for the garment. Consumers can shop a marketplace of designs to have printed on whatever type of garment or accessory they choose. So with these new types of business models give consumers more choices, manufacturers a better cash flow, and the ability to reduce waste.
HP envisions the textile business of the future to be on-demand, personalized, intelligent, and circular. Print-on-demand garments can include new types of inks that change the functionality of the apparel. They believe “Textile printing should be accessible to everyone, sustainable, smart, and limitless.”
HP officials said they chose to enter the textile printing market because 60% of the square meters of fabric consumed in the $3.6 billion digital textile printing market is polyester.